In the mechanical industry, spline screws are often used as transmission elements, and people often compare them with ball screws. In fact, they are different. Spline screw and ball screws each have their own unique functions and characteristics in the field of mechanical transmission. So, what is the difference between the two?
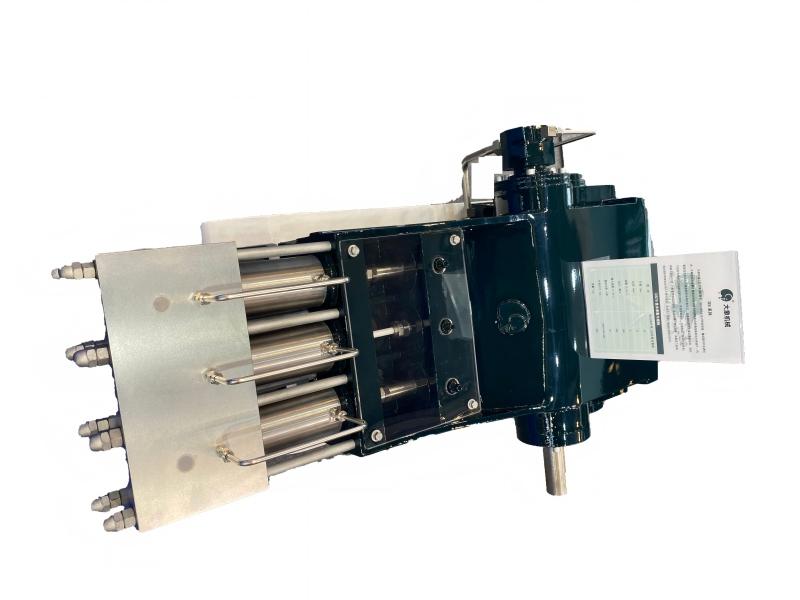
There are obvious differences in the structure of the two. The spline screw is mainly composed of a spline shaft and a spline sleeve. There are corresponding ball grooves on the spline shaft, and the balls roll in these grooves, while the spline sleeve is tightly sleeved on the outside of the shaft and connected to the shaft through the balls.
The ball screw is composed of a screw and a nut. The balls are embedded in the spiral grooves of the screw, and the nut is tightly sleeved on the screw, cooperating with the balls to realize the conversion between rotational motion and linear motion.
Secondly, the functions of the two are also different. The spline screw is mainly used to connect two shafts and allow relative rotation between the shafts while transmitting torque.
The main function of the ball screw is to convert rotational motion into linear motion, or to convert linear motion into rotational motion.
In addition, the applications of the two are also different. Spline screws are particularly suitable for fields with extremely high requirements for precision and reliability, such as semiconductors and medical devices, due to their high precision, high speed, and low friction.
Ball screws are widely used in CNC machine tools, automation equipment, CNC working machinery, semiconductor-related equipment, and industrial robots.
Although both spline screws and ball screws are components of ball transmission, they have their own advantages in structure, function, and application field. When choosing, you need to choose the appropriate component according to the specific mechanical transmission needs.

We are the source factory direct sales ,If you need any information, please contact us +86 17372968085,website:https://www.chunxinauto.com/contact